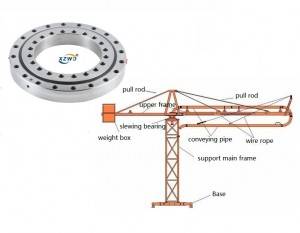
4 pisteen kulmikas kontaktipallon kääntöpöydän kääntörengas





Thekääntyvä laakeriteollisuus on pääomavaltainen ja teknologiaintensiivinen toimiala.Vuosien kehitystyön jälkeen Xuzhoukääntyvä laakeriteollisuus on alun perin luonut suhteellisen täydelliset alan standardit.Tutkimus ja
kääntölaakeriyritysten kehitysvalmiuksia on parannettu huomattavasti, mutta kehittyneisiin maihin verrattuna ne kehittävät ja valmistavat teknologian kehitystä, prosessilaitteita ja testausinstrumentteja.Siellä on
näissä asioissa on vielä puutteita.
Laajentaakseen osuuttaan huippuluokan markkinoilla Xuzhoun suhteellisen vahvat kääntölaakerivalmistajat, joilla on pääomaa ja teknistä vahvuutta, lisäävät jatkuvasti investointejaan T&K-toimintaan.Esimerkiksi SlewingRing on kehittänyt alan standardeja vuodesta 2011 lähtien. Tiukemmat yrityksen sisäiset standardit sen varmistamiseksi, että kääntölaakerien geometriaa parannetaan edelleen;kovetetun kerroksen syvyys kasvaa;kääntörenkaan käyttöikä kasvaa;korroosionestomateriaalien tutkimusta ja kehitystä vahvistetaan;ja kääntörenkaan käyttöä edistetään;Laitteiden kehittäminen, tietokonesimulaatioteknologian käyttö
Tehokas validointi kääntörenkaan kantokyky, tuotteen rakenne osaksi koko optimoinnin suunnittelua.Samaan aikaan monet Xuzhoun kääntölaakerin yritykset alkoivat myös kiinnittää huomiota kääntörenkaan perusteknologian ja siihen liittyvien teknologioiden tutkimukseen ja soveltamiseen.
On sanottava, että viime vuosina xuzhoun kääntölaakeri on kehittynyt nopeasti ja kääntölaakerien laatu on korkea.Samaan aikaan yhdistettynä yrityksen toimintakapasiteetin ja tuotantotehokkuuden jatkuvaan parantamiseen, Xuzhoun kääntölaakerit ovat aina säilyttäneet kilpailuedun kotimarkkinoilla kotimarkkinoilla.
Monet käyttäjät eivät tienneet tarpeeksi kääntörenkaan asennuksesta, mikä usein johti kääntörenkaan väärään toimintaan asennusvirheiden tai epätarkkuuksien, kuten joustamattoman pyörimisen, epänormaalin äänen jne. vuoksi. Nykyään johtajana on Opi asentamaan kääntörenkaat ja kääntölaakerit, jotta jokainen voi vähentää ongelmia ja virheitä kääntörenkaiden asennuksessa.

Ensinnäkin ennen kääntörenkaan asentamista on tarpeen tarkistaa pääkoneen asennuspinta.Edellytyksenä on, että tukiosan tulee olla riittävän luja, liitospinnan tulee olla koneistettu ja pinnan tulee olla sileä ja vapaa roskista ja purseista.Niille, joita ei voida työstää vaaditun tasaisuuden saavuttamiseksi, voidaan käyttää täyteaineena korkean ruiskutuslujuuden omaavia erikoismuovia varmistamaan asennustason tarkkuutta ja vähentämään tärinää.Kääntölaakerin kääntörenkaassa on karkaistu pehmeä vyöhyke, joka on merkitty S:llä holkin päätyyn.Joustava teippi tulee asentaa asennuksen yhteydessä kuormittamattomalle alueelle tai
toistuva vyöhyke (tulpan reikä on aina pehmeällä alueella. ).
Toiseksi kääntörengasta asennettaessa on ensin suoritettava säteittäinen asemointi, kiristettävä kiinnityspultit ristiin ja tarkistettava laakerin pyöriminen.Tasaisen laakerin voimansiirron varmistamiseksi vaihteet on tarkastettava ennen kiinnityspulttien kiristämistä.Pulttia kiristettäessä tulee olla riittävästi esikiristysvoimaa ja esikiristysvoiman tulee olla 70 % pulttimateriaalin myötörajasta.Kiinnityspultit tulee varustaa litteillä aluslevyillä.Jousialuslevyjen käyttö on kielletty.Kun kääntölaakerin asennus on valmis, se otetaan käyttöön.100 tunnin jatkuvan käytön jälkeen on tarkastettava täysin, että asennuspultin esikiristysmomentti täyttää vaatimukset.Yllä oleva tarkastus toistetaan kerran 500 jatkuvan käyttötunnin välein.
Kolmanneksi kääntörengas on täytettävä sopivalla määrällä rasvaa asennuksen jälkeen ja täytettävä sivukääntölaakereilla, jotta rasva jakautuu tasaisesti.Työajan jälkeen kääntörengaslaakerit menettää väistämättä osan rasvasta.Siksi kääntörenkaan laakeri tulee uusia 50–100 tunnin välein normaalikäytössä.Kääntölaakereille, jotka toimivat korkeissa lämpötiloissa tai pölyisissä ympäristöissäolosuhteissa, voitelurasvan lisäysajan tulee olla sopivasti lyhyempi.Kun kone sammutetaan varastointia varten, se on myös täytettävä riittävällä määrällä rasvaa.

4. Kuljetuksen aikana laakerit tulee asettaa vaakasuoraan ajoneuvoihin.On ryhdyttävä toimenpiteisiin liukastumisen ja tärinän estämiseksi.Lisää tarvittaessa lisätukia.
5. Laakerit tulee sijoittaa vaakasuoraan kuivaan, tuuletettuun ja tasaiseen paikkaan.Varastointi on eristettävä kemikaaleista ja muista syövyttävistä materiaaleista.Jos useita laakerisarjoja on pinottava ja pinottava, kolme tai useampi yhtäkorkeus puiset välilevyt tulee sijoittaa tasaisesti kehän suunnassa kunkin sarjan väliin, ja ylempi ja alempi välilevy tulee sijoittaa samaan asentoon.Laakerit, joita on säilytettävä ruostesuojauksen ulkopuolellaaika on puhdistettava ja ruostesuojattu uudelleen.
1. Valmistusstandardimme on konestandardin JB/T2300-2011 mukainen, ja meillä on myös tehokkaat ISO 9001:2015 ja GB/T19001-2008 laadunhallintajärjestelmät (QMS).
2. Panostamme räätälöityjen kääntölaakerien tutkimukseen ja kehitykseen erittäin tarkasti, erityistarkoituksiin ja vaatimuksiin.
3. Runsaalla raaka-aineella ja korkealla tuotantotehokkuudella yritys voi toimittaa tuotteet asiakkaille mahdollisimman nopeasti ja lyhentää asiakkaiden tuotteiden odotusaikaa.
4. Sisäinen laadunvalvontamme sisältää ensimmäisen tarkastuksen, keskinäisen tarkastuksen, prosessin sisäisen laadunvalvonnan ja näytteenottotarkastuksen tuotteen laadun varmistamiseksi.Yrityksellä on täydelliset testauslaitteet ja kehittyneet testausmenetelmät.
5. Vahva myynnin jälkeinen palveluryhmä, joka ratkaisee asiakkaiden ongelmat ajoissa, tarjoaa asiakkailleen erilaisia palveluja.