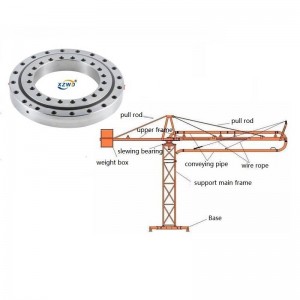
raskaaseen käyttöön tarkoitettu kääntöpöydän laakerit ulkoisella kääntörenkaalla



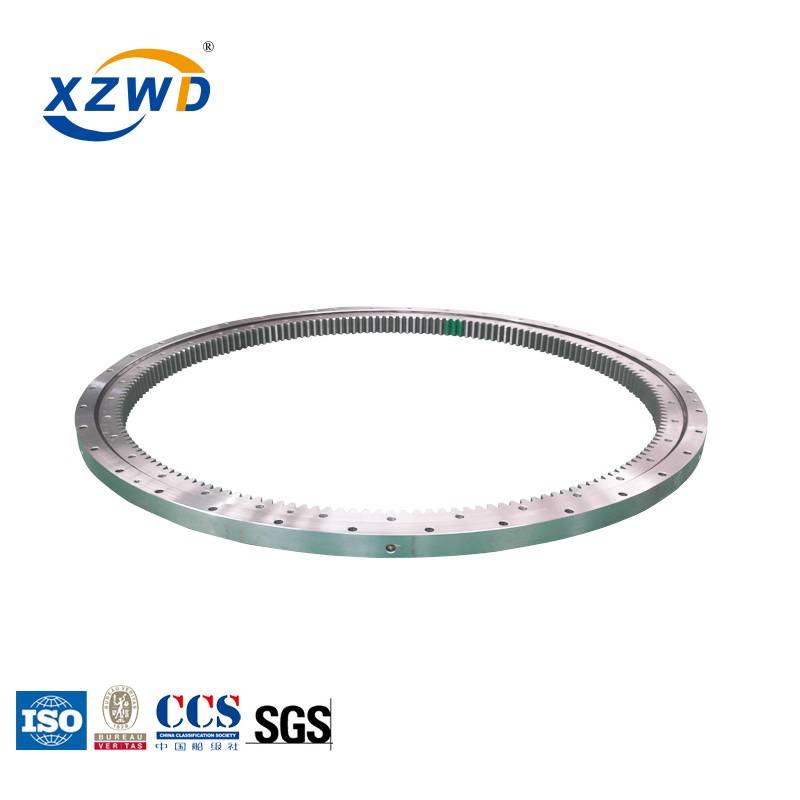

Hammaspyörien kosketus- ja taivutuslujuus murto- ja väsymiskuormituksessa laskettiin ja varmennettiin standardien ISO6336-1:2006, ISO6336-2:2006 ja ISO6336-3:2006 mukaisesti.Sf on 1,48 ja vaihteiston välys on säädetty säteittäisen ulostulon korkeimpaan kohtaankääntyvä laakerivaihteen nousuympyrä.Vähimmäishammasvälys on tyypillisesti 0,03 - 0,04x moduuli, ja hammaspyörän hammaspyörien välys koko kehällä on tarkistettava uudelleen lopullisen kiinnityksen jälkeen.kääntyvä laakeri.
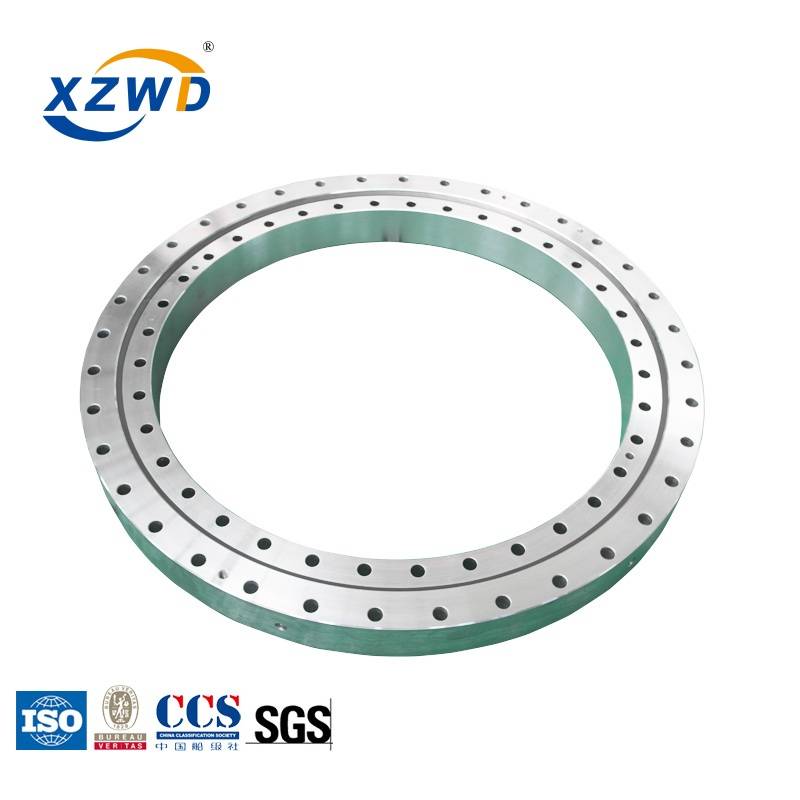
Yksirivinen nelipistekosketinpallon kääntörenkaan sisäinen pallon työstötarkkuus ja sisäinen kilparadan työstötarkkuus ei ole korkea, tai kulkuradan rullan ja välikappaleen törmäyksessä on laatuvirheitä ja voiteluöljyn puute, jotka vaikuttavat suoraan kääntörenkaan sujuvaan toimintaan ja melua, joten kun tarkistat kääntörenkaan viat, joskus vaihtamalla palloa epäonnistumistiheyden vähentämiseksi.
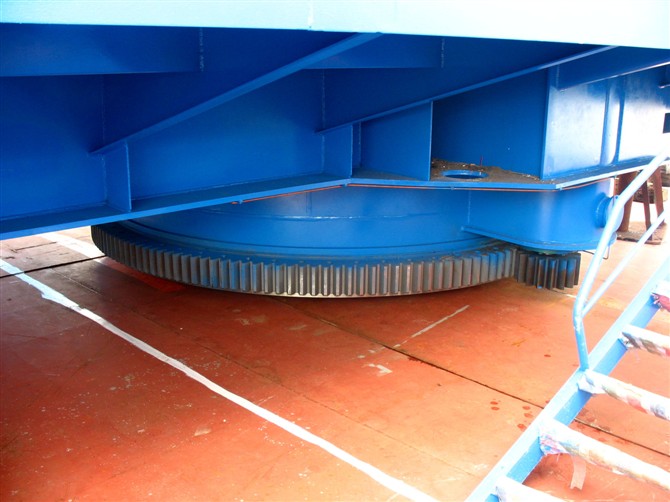
Pitkän työskentelyajan jälkeen kuormitetun vaihteen vuoksi lyöntiviivan läheisyydessä on pieni metallipala tai metalliliuska, metallilastuja tai naarmuja, kuoppia tai hampaita muodostuu.Kääntyvän laakerin hampaan pinta pisteytetään työajan pidentyessä ja laajenee siten, että kääntölaakerin verkkohampaan vauriot, torninosturin pyörimismelu ja törmäys lisääntyvät, törmäyskierros metallihiukkasia alaspäin ja kääntörenkaan hampaan pinnan kulumista nopeuttavat, muodostaen noidankehän.Lisäksi kääntörengasmekanismin käynnistysmoottorin valmistuksessa ja asennuksessa on omat iskuvärinää aiheuttavat viat, ja käyttöpyörän kytkentäprosessi kääntölaakeriin on epävakaa, mikä lisää myös tärinän ja jälkikaiuntaäänen taajuutta. desibelit.

Jos hitsin laatu ei ole standardin mukainen, hitsausvirhe on työstettävä ja hitsattava uudelleen.Korjauksessa hitsauskorjaus ei tuota vain uutta hitsausjännitystä ja myös koneistetun asennuspinnan tasaisuus vaikuttaa suuresti, mutta samalla myös kääntölaakerissa sisäisen vierintärungon ja kääntörenkaan kulkuradan kautta syntyvä hitsausvirta aiheuttaa jonkin verran vahinkoa.Lisäksi valmistusvirheet, tappien kierteityksen ja pultin esijännityksen kenttäasennukset voivat aiheuttaa epänormaalia ääntä tai kolinaa, jos vaatimukset eivät täyty.
Kääntörenkaan päämuodot ovat ulkoisia ja sisäisiä tyyppejä, suuret ja pienet hammaspyörät verkkoutuvat huonosti, joskus tiukasti, joskus löysästi, kääntörenkaan hammas loppuu maksimiasento liian tiukka ristikko tuottaa melua.Joten valmistusprosessi on kriittinen.Juuri tehtaalta lähtenyt kääntölaakeri joutokäynnillä antaa teräspallon pyörivän tasaisen äänen, mikä on normaalia.Kuten yhtenäinen normaali soitto, johon liittyy toinen epänormaalin suuri soitto, on epänormaalia.Epäonnistumisen syitä on monia.
1. Valmistusstandardimme on konestandardin JB/T2300-2011 mukainen, ja meillä on myös tehokkaat ISO 9001:2015 ja GB/T19001-2008 laatujärjestelmät (QMS).
2. Panostamme räätälöityjen kääntölaakerien tutkimukseen ja kehitykseen erittäin tarkasti, erityistarkoituksiin ja vaatimuksiin.
3. Runsaalla raaka-aineella ja korkealla tuotantotehokkuudella yritys voi toimittaa tuotteet asiakkaille mahdollisimman nopeasti ja lyhentää asiakkaiden tuotteiden odotusaikaa.
4. Sisäinen laadunvalvontamme sisältää ensimmäisen tarkastuksen, keskinäisen tarkastuksen, prosessin sisäisen laadunvalvonnan ja näytteenottotarkastuksen tuotteen laadun varmistamiseksi.Yrityksellä on täydelliset testauslaitteet ja kehittyneet testausmenetelmät.
5. Vahva myynnin jälkeinen palveluryhmä, joka ratkaisee asiakkaiden ongelmat ajoissa, tarjoaa asiakkailleen erilaisia palveluja.